Welcome to WUXI DAHONG HYDRAULIC PNEUMENT CO.,LTD
WhatsApp: 13665121168 Email: shaominjiao@wxdahong.com

-
-
Standard welded high-pressure Hydraulic cylinder
-
Hydraulic cylinder of Drilling jumbo
-
Hydraulic cylinder of tunneling boring machine
-
Hydraulic cylinders for railway equipment
-
Metallurgical electric furnace Hydraulic cylinder
-
Hydraulic system
-
Hydraulic cylinder
-
Hydraulic rams
-
Oil cylinder
-
Basic Hydraulic Cylinders and Systems
-
Custom Hydraulic Cylinder Services
-
Multi-stage and special structure hydraulic cylinder
-
Industrial and agricultural hydraulic cylinders
-
Mobile & Heavy Duty Hydraulic Cylinders
-
Special Application Hydraulic Cylinders
-
Technical Support and Accessories
-
Non-standard customization
-
-

- Home page
- Technology
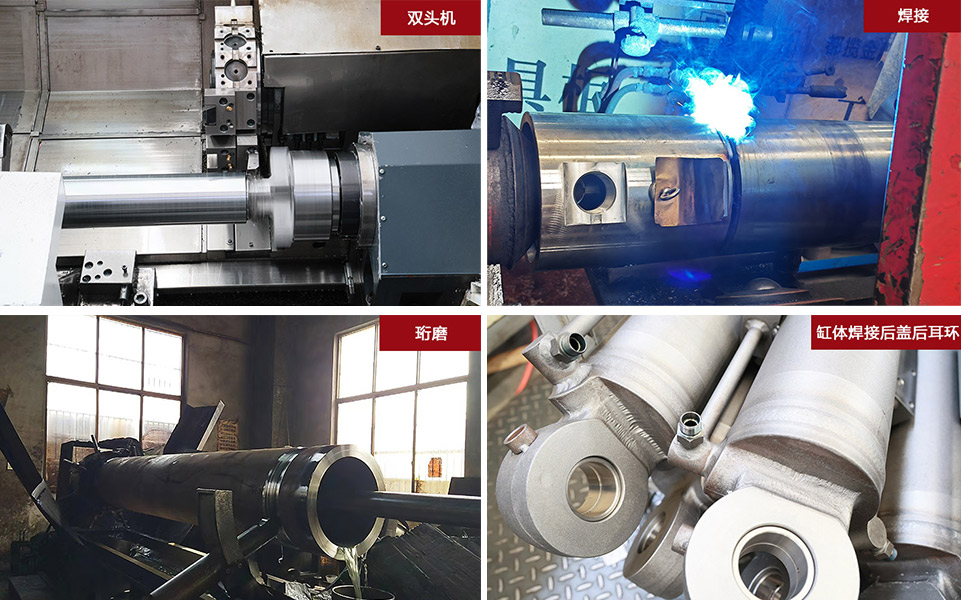
Tube
* Stock preparation:Strict selection of high precision cold drawn pipe materials
* Double head machine:turining total length of the tube/grinding/fine turning the welding postion/processing oil port
* Welding:Weld accessories before honing to avoid cylinder deformation
* Honing:Honing should ensure the straightness and ellipticity of the inner hole
* Fine interior thread:The concentricity of fine internal thread shall not exceed 0.1mm.
* Welded back cover:Adopt professional automatic welding equipment to weld back cover and other accessories.
* Sand blasting:blasting can strengthen the adhesion of paint and ensure the quality of paint.
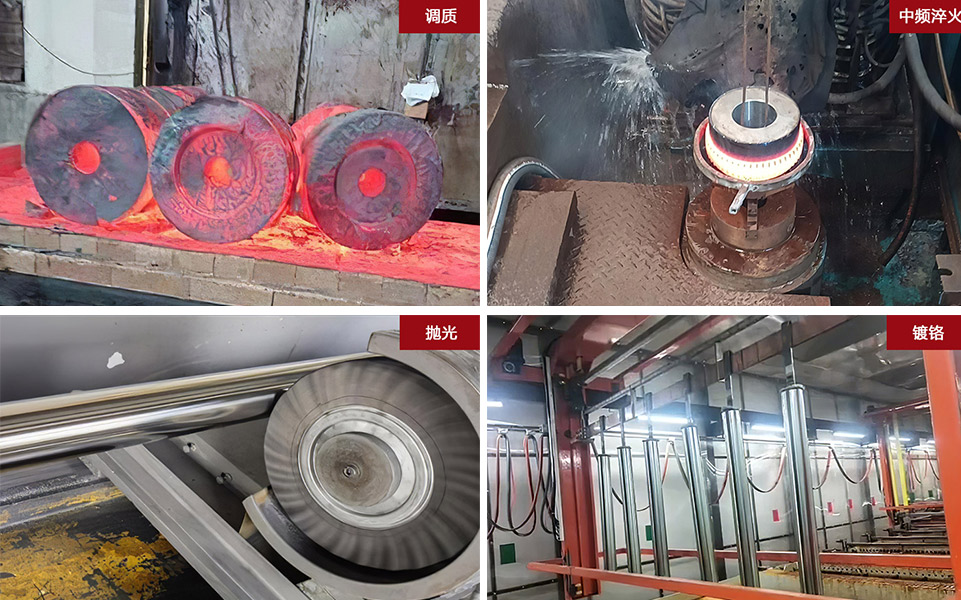
Piston rod
* Rough turning spindle head:Ensure the strength of the thread. Harden and temper after removing margin
* Externalturning:Leave a margin about 1.5-2.5mm
* Hardening and tempering:Heating to 800°, keep warm for 5 hours. The hardness is HRC22-28
* Semi-finished fine turning: external roundturning to machining allowance 0.8-1mm
* Welding : Automatic welding,flaw detection after keeping warm for 12 hours
* Medium freguency hardening:depth :1.5-2mm hardness :HRC45-52
* Coarse grinding:Leave a marginabout 0.25-0.3mm
* Fine turning:Turning the area ofwelding position and thread.
* Turning welding scar : R>5mm,Promise arc connection between frontearing and pistonrod
* Fine grinding : Grinding to the size before chroming
* Polishing :polishing.guarantee the rod's finish before chroming

GET YOUR FREE QUOTE
We will contact you within 24 hours. ( WhatsApp/facebook:13665121168)
CONTACT US
Email : shaominjiao@wxdahong.com
Phone : +13665121168
Whatsapp:13665121168
Add : 62 Zhenhu North Road, Hudai Town, Binhu District, Wuxi City
PRODUCT CENTER
Copyright : WUXI DAHONG HYDRAULIC PNEUMENT CO.,LTD